評価基準は〝C.O.S.C.〟だけにあらず
ISO3159に定められる機械式腕時計の精度基準「クロノメーター」。一定範囲に収まる精度を相対的に保証しているに過ぎないが、その名は高精度の称号と同義ともなっている。クロノメーター検定の代表格「C.O.S.C.」を取り巻く思惑と、台頭を始める新しい精度基準。そこに新たな付加価値を見出すことは、果たして可能なのか?

Photographs by Masanori Yoshie, Eiichi Okuyama, Osamu Yajima, Katsunori Kishida
鈴木裕之(本誌):取材・文
Text by Hiroyuki Suzuki (Chronos-Japan)
[クロノス日本版 2013年7月号初出]
絶対基準〝C.O.S.C.〟をめぐる思惑と開発
1975年に制定された、機械式腕時計の精度を規定する国際標準規格「ISO3159」。そのベースとなったのが、スイスクロノメーター検定協会「C.O.S.C.」の基準である。手許にある最新データによると、その年間認定数は、実に160万個を突破。しかし仔細に内容を検証すれば、その数字の裏側に隠された各社の思惑が透けてくる。

高精度を象徴的に表現する「クロノメーター」。この言葉の意味するところが絶対的な高精度を指すのではなく、その時計(あるいはムーブメント)の精度が、ある一定の範囲内に収まっていることを保証する「相対的評価基準」であることは重要である。クロノメーターという言葉は、1714年にイギリス人時計師のジェレミー・サッカーが初めて用いたと言われているが、その重要度が増してくるのは、1748年にフランスのピエール・ルロワがデテント脱進機を発明して以降のことである。ルロワは同時に温度補正機能付きの切りテンワも開発し、船舶運航用のマリンクロノメーターが〝量産可能〞になった。工業的規模で作られるようになったマリンクロノメーターの品質を、ある一定の範囲に収めることが、1776年に初めて実施された「クロノメーター検定」の主目的だったのである。
スイスの場合も同様であった。19世紀の中頃まで、中級エボーシュの輸出で外貨を獲得してきたスイスは、いちはやく工業化に成功したアメリカの大量生産エボーシュに圧倒されるようになる。1876年のフィラデルフィア万博を通じて、工作機械の自動化と部品の互換性向上など、すなわち量産化の手法を学んだスイスは19世紀末に大きく躍進を遂げる。ヌーシャテルで始まったとされるスイスのクロノメーター検定が盛んになってゆく過程が、量産化の成功と歩みを同じくしているのは決して偶然ではない。後にスイスは各地の天文台で精度競争を始めるが、それにエントリーされた多くが、製品化前の基礎キャリバーの性能確認を主目的としたこともあって、時計の生産量が飛躍的に増加する1940年代中頃には、市販品を対象とした新しい検定基準が強く求められるようになる。これがドイツ、フランス、スイスのコミッションからなるB.O.(スイスクロノメーター検定局/1951年設立)であり、後のC.O.S.C.(スイスクロノメーター検定協会/71年設立)へと受け継がれてゆく。C.O.S.C.の基準は、ほどなくしてISO(国際標準化機構)が定める機械式腕時計の精度基準(76年2月1日制定)にも反映され、現在に至っている。
本題に入る前に、ISO3159の定める内容をもういちど振り返っておこう。12時上の縦姿勢(12H)を除いた5ポジションで、3温度(38℃、23℃、8℃)、15日間の計測を行い、カテゴリー1(地板の直径20mm、または面積314㎟以上の機械式)では以下の基準項目を満たしたものがクロノメーターとして認定される。基準値はそれぞれ、平均日差マイナス4.0〜プラス6.0秒/日、平均日較差2.0秒/日以内、最大日較差5・0秒/日以内、水平垂直差マイナス6・0〜プラス8・0秒/日、最大姿勢偏差10秒/日以下、温度係数マイナス0.6〜プラス0.6秒/日/℃、復元差マイナス5.0〜プラス5.0秒/日。したがって、この範囲内にムーブメント単体の精度が収まっていれば「C.O.S.C.認定クロノメーター」を正式に名乗れるわけだが、この基準値を厳格と見るか、標準的と見るかは、各社によって思惑が異なってくるポイントだろう。
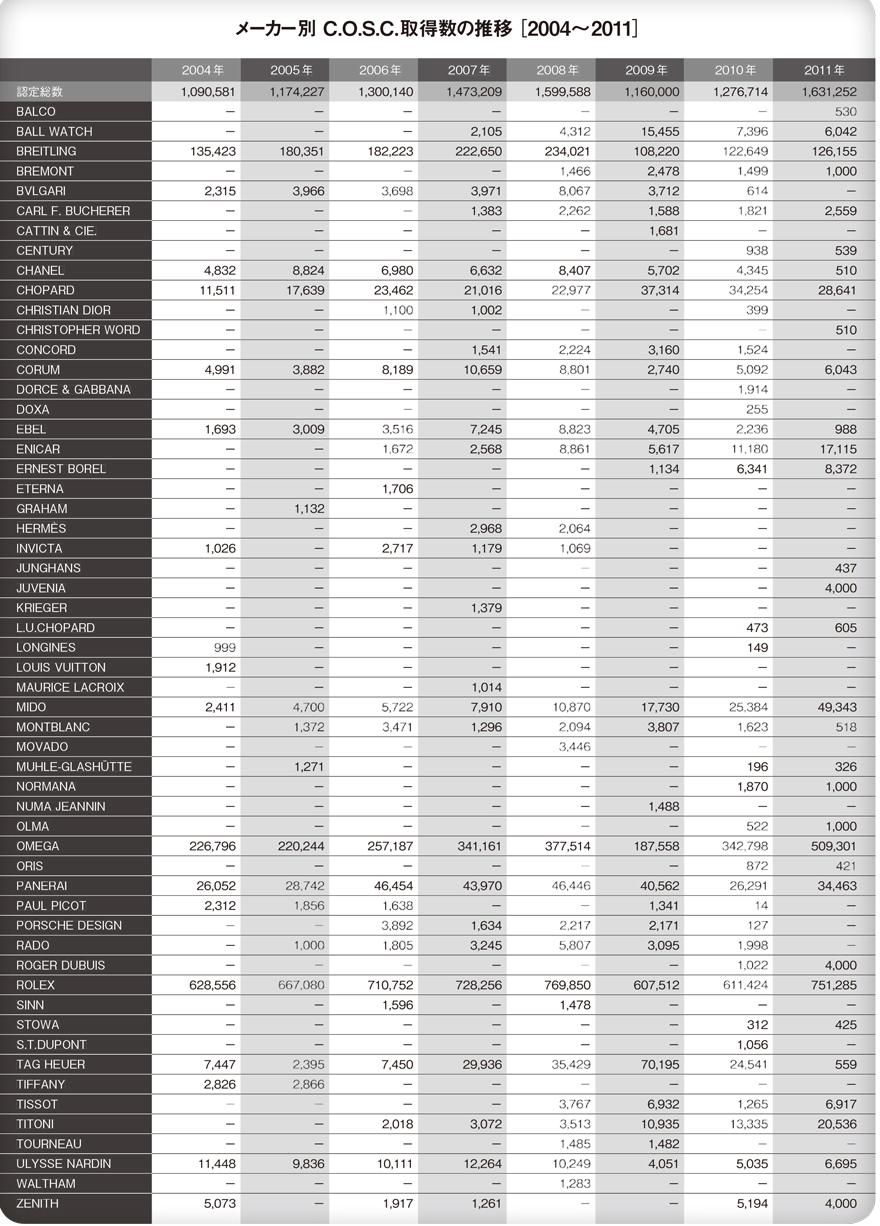
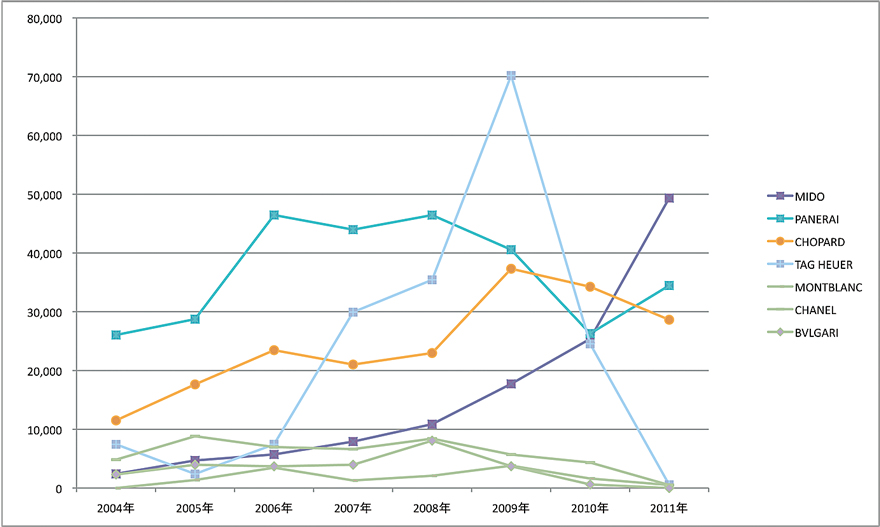
下記に掲載したリストは、本誌創刊時から2013年6月時点までに公表された、C.O.S.C.によるクロノメーター認定数の変化である(C.O.S.C.の年次報告書が公表されるのは例年8〜9月頃なので、2012年度のデータはまだ手許にない。また、リストの認定総数はクォーツまで含む全数だが、クォーツのみを取得したメーカーは個別に集計していない。年度によってやや異なるが、年間取得数が100個に満たないメーカーもリストには反映しなかった。このためメーカー別取得数の合計と認定総数には差があることをお断りしておく)。
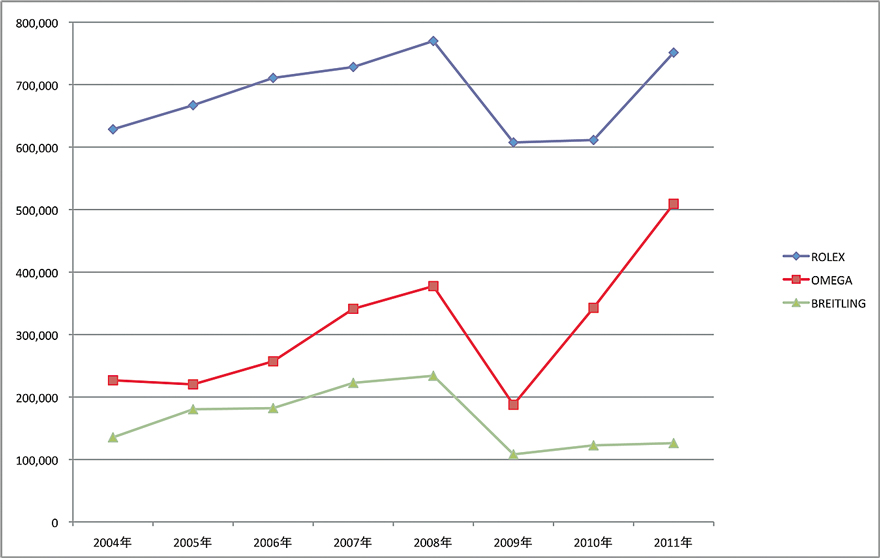
年間取得数が10万個を超えるロレックス、オメガ、ブライトリングのデータを見ると、その変化は経済動向とほぼリンクしていることが分かる。2004年から08年までは緩やかな増加傾向を示し、09年には一気に取得数が落ち込む。その後は、回復の程度に差はあっても、一様に上昇傾向に転じている。これらトップ3の〝クロノメーター〞に対する姿勢は一貫しており、年産数に対するクロノメーターの比率も一定に保たれている。今回は直接比較をしていないが、これに年産数のデータを重ねて見れば、グラフは同様の形状となって現れるはずだ。また、取得数こそトップ3には及ばないものの、パネライも同様の変化を示している。これら4社にとってのクロノメーターは、あくまで〝標準装備〞であり、決して特別なものとしては捉えていない。

面白いのは、C.O.S.C.認定クロノメーターをある種の付加価値としようとするブランドの動きだ。好例はタグ・ホイヤーである。2005年の時点で同社の取得数は約2400個に過ぎなかった。しかし、ETAを主力としてきた同社が、高級時計ブランドとして飛躍してゆくに従って取得数が延び、07年は約3万個、09年では約7万個にも達している。しかし翌10年は一気に約2万5000個まで落ち、11年は本来リストアップの必要もないほどの数字となった。転換点となった09年に何が起こったのか? この年タグ・ホイヤーは、初の自社製ムーブメントである「キャリバー1887」を発表しているのである。以降、1887には熟成と改良が重ねられ、生産性も大きく上昇している。ETAが主力だった当時のタグ・ホイヤーにとって、高級ブランドとしての内実を示すのに、C.O.S.C.のお墨付きは訴求力があったと言える。しかし、さらに強力な〝自社製ムーブメント〞という兵器を保有すると、タグ・ホイヤーはC.O.S.C.への興味を失っている。念のために言うが、高精度化へのアプローチを捨てたという意味ではない。高精度であることを代弁できる、C.O.S.C.より強力なツールを手に入れたという意味である。
年間C.O.S.C.取得数10万個以上
年間C.O.S.C.取得数10万個未満
2010年以降、スイス時計産業全体の主力ムーブメントであったETAの供給量は削減の一途を辿り、またニヴァロックス・ファーの調速脱進機も手に入りにくくなっている。特に調速脱進機一式のアソートメントは、精度の根幹を成すパーツである。代わって台頭してきたのが、セリタやソプロードの代替エボーシュだ。再びリストに目を転じると、10年以降、それまで取得実績のほとんど無かったブランドが、小ロットながらもC.O.S.C.の看板を掲げるようになる。バルコ、クリストファー・ワード、ミューレ・グラスヒュッテ、オリス、ストーヴァなどである。彼らが申請したムーブメントの多くは、おそらくETAではあるまい。実際の性能は別として、いまだネームバリューの伴わないETA代替機に〝箔を付ける〞ためという論考は十分に成り立つのではないか? かつてのタグ・ホイヤーがETAをC.O.S.C.で差別化したように、代替機の時代を迎えた現在、より小さなブランドがC.O.S.C.クロノメーターの代弁機能を欲し出したのである。


C.O.S.C.の持つ代弁機能を積極的に用いる者にとって、それはあたかも「絶対基準」であるように捉えられているが、最初に触れたように、あくまでクロノメーターの基準そのものは「相対基準」でしかない。それが量産時における品質のバラつきを前提とした相対基準であることも触れた。しかし、最新の設計を盛り込んだ「新型ムーブメント」では、すでにその必要性すら怪しくなってきている。好例はブライトリングだろう。同社は100%クロノメーターを掲げる稀有な存在だが、その主力ムーブメントの新旧で、高精度化へのアプローチが完全に異なっている。同社が長く主力に用いた「キャリバー13」は、ETA7750を極度にハイチューンしたもの。基本設計の古さもあって、部品単位を見れば〝遊び〞の多いエボーシュでもあった。つまりその精度は、すべて組み上げた人間の調整次第だったのである。一方、現在の主力である自社製ムーブメント「キャリバー01」は、工作精度が著しく向上したこともあり、組み上げた後の調整に、あまり頼らない設計となっている。乱暴に言えば、キャリバー01は、組み上げただけで精度が出るのだ。ブライトリングの場合は、最終的に求められる精度レベルが高く設定されているため01でも高度な調整を要するが、これが「ただC.O.S.C.をクリアすれば良いレベル」ならば、大きく話は違ってくる。
設計レベルでの思想の変化は、現在はあらゆる方面に見て取れる。高級ムーブメントでの大きな変化は、シリコン製ヒゲゼンマイの登場だろう。DRIEによって正確な平面形状が成形でき、耐磁性も高いシリコンヒゲは、極端に言えば、組み付けただけで精度が出せる。シリコンの吸湿性に由来する温度係数の弱点も、酸化コーティングによって現在ではほぼ解決。加えて、その製法や素材から判断しても、決して高価なパーツではないはずである。量産効果の拡大を阻害しているのは、実際のところ、複雑に絡み合った特許利権のみなのだ。

同様の流れは、いまやエントリーレベルの機械式ムーブメントにまで及んだ。現在ティソが独占的に使用する「パワーマティック80」は、ミドルレンジにおける事件のひとつに挙げられよう。このムーブメントはETA2824をベースに、エンジニアリングプラスティック製のガンギ車とアンクルで構成された〝シンセティックエスケープメント〞が組み込まれている。爪石を持たない簡易的な設計だが、軽量なパーツが脱進機効率を高めていることは間違いない。また非常に簡素な作りながら、フリースプラングも盛り込まれている。パワーマティック80を搭載するモデルは、10万円を割るプライスで〝C.O.S.C.クロノメーター〞を取得しているのだ。ロープライスの理由は製造工程にもあるようで、このムーブメントの組み立ては、ほとんど人の手を介さない。これをさらに推し進めたのが、スウォッチの肝煎りである「スウォッチ・システム51」である。シンセティックエスケープメントを含む構成パーツ数51点。生産はフルオートメーション化され、100〜200スイスフラン以内のプライスで、日差は最大5秒/日以内と発表されている。まさかC.O.S.C.を取得することはないと思うが、数値的には十分に可能なはずだ。
こうして考えてゆくと「ムーブメントの大量生産時における品質管理機能」としてのC.O.S.C.(=クロノメーター基準)は、すでに本来の役割を失いつつあると言える。しかし、こうした現実とは正反対に、最新データ上(2011年度)でのC.O.S.C.認定総数は、過去最大の163万1252個を記録しているのである。














