近年、外装パーツの品質向上が著しい。ハイエンドからミドルレンジ、エントリーモデルに到るまで、各社の外装クォリティは確実に底上げされている。自社の時計を差別化し、さらなる付加価値を与える手段としてムーブメントだけでなく、ひと目見て分かりやすい外装が着目されはじめているのだ。その中にあって、ひときわ個性を放つ外装に注目すると、"美しさ"というキーワードが浮かび上がってくる。いかにして、ケースをはじめとする外装パーツに"美"を創造する確信がもたらされたのか? 各社各様の手法と製造現場にその秘密を探る。
広田雅将(本誌):取材・文 Text by Masayuki Hirota (Chronos-Japan)
2019年8月掲載 記事
RICHARD MILLE×サファイアクリスタル
2012年のS.I.H.H.で話題を集めたのが、サファイアクリスタル製のケースを持つリシャール・ミルのRM056であった。それ以前にも、サファイアケースの時計は存在した。しかし、これほど複雑な造形を持ち、かつ完全なサファイア製のケースを実現した時計はRM056だけである。かつてない試みを、リシャール・ミルはいかにして具現化したのか。ケース製造を担うスイスのステットラー・サファイアAGを訪問した。

完全なるサファイアケースを具現化した職人たちの矜持

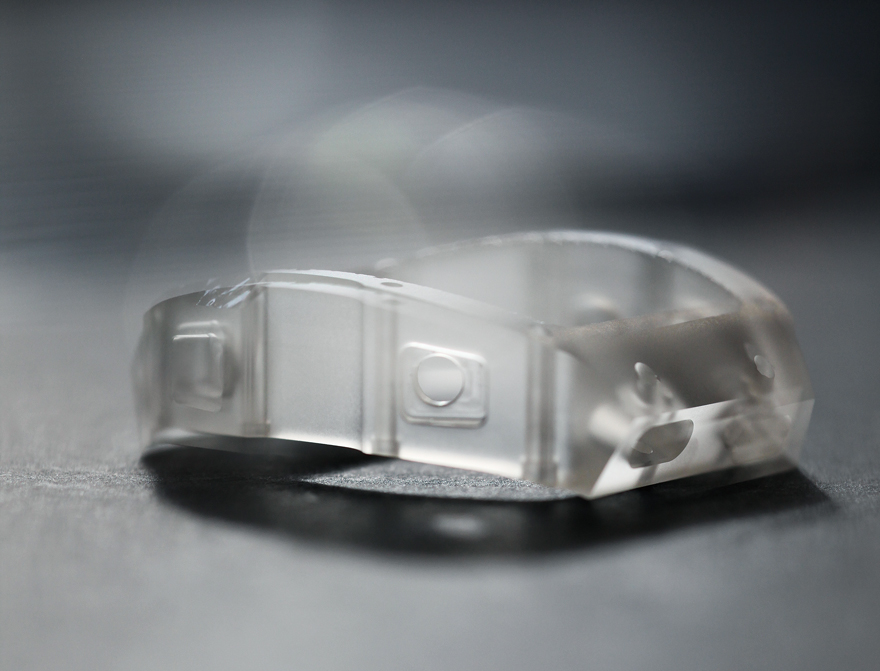
ケースのすべてがサファイアクリスタル製の時計。切削430時間、研磨350時間を含む、約1000時間以上の時間を費やして完成する。搭載するムーブメントはRM008を軽量化したコンペティション クロノグラフ仕様。重量は9.5gしかない。手巻き(Cal.RM CC1)。サファイアクリスタル(縦50.5×横42.7mm)。世界限定5本。1億4700万円。
これは、完全なサファイアクリスタル製のケースを持った世界初の時計である」。リシャール・ミル氏はこう語った。サファイア製のケースを持つ時計は、かつてあったし、今もある。しかし「完全なサファイアクリスタル製のケースを持った」のは、確かにRM056が初だろう。
サファイアクリスタルだけでケースを作る。誰もこのアイデアに取り組まなかったのは、手間がかかる上、実用性を持たなかったからだ。しかし、ミル氏は次のように言い放った。「RM056はリシャール・ミルで唯一、スポーツには向かない」。ならば、クリアすべき課題は手間だけだろう。
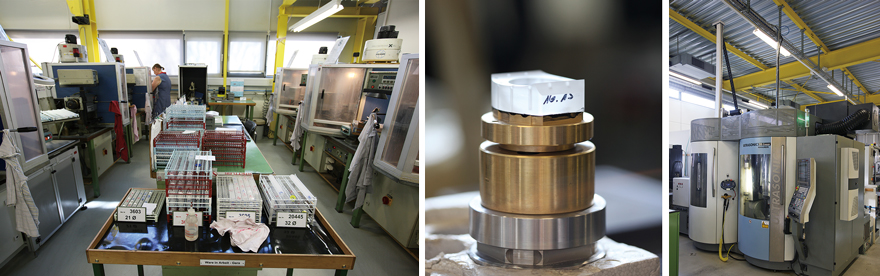
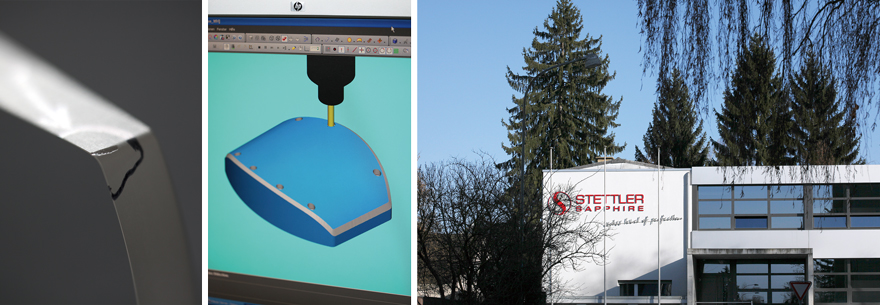
リシャール・ミルがサファイアケースの製造を依頼したのが、スイスにあるサファイアクリスタルの加工メーカー、ステットラー・サファイアAGだ。同社の業務の4分の3が時計に関するもの。しかも、そのほとんどがサファイアクリスタル製風防の製造である。同社の技術力の高さは、現在、スイスの主要なウォッチメーカーを取引先としてほぼ網羅していることからもうかがうことができる。その加工技術を生かして、今やステットラーは風防だけでなく、リシャール・ミルのサファイア文字盤をはじめ、スイスのあるウォッチメーカーのセラミックケースなども加工している。
一般論を言うと、サファイア風防の製造に用いられるのは、巨大なフライス盤である。フライス盤の上にサファイアを置き、表面を削り取っていく。こういう製法で作られるサファイア風防は、基本的に平べったい造形を持つ。時計は進化したが、風防の製法は、サファイアクリスタルが普及しはじめた1970年代から大きく変わらなかったと言っても間違いではない。製法が変わらなければ、風防の形も平たいままだ。
しかし、2000年以降、多軸のCNCマシンが風防製造にも転用されるようになった。硬いサファイアクリスタルの加工は、ステンレススティールよりもはるかに難しい。だが、その結果として、風防は立体的な形状を持てるようになったと言える。リシャール・ミルの依頼を受けたステットラーは、この手法をサファイアケースの製造に転用したのだ。

まずは素材選び。サファイアの製造で一般的なベルヌーイ法では、ケースを作れるほど大きな結晶は得られない。そこでステットラーは、EFG法の一種であるキュクロープス(ひとつ目という意味がある)法で製造されたサファイアの大きな塊をロシアの会社から購入した。
「サファイアクリスタルには、実は〝軸〟があるんです。ダイヤモンドと同じですね。風防のサイズで言えば、50ぐらいはあるでしょう。平たい風防の場合、あまり軸を気にせずに加工できます。しかし、RM056のケースのように立体的に加工する場合、常に軸を考えながら切削しないとすぐに割れてしまいます。大事なのは、それぞれの素材の軸を尊重すること。もちろん、内側に少しでも傷がある素材は使えません」
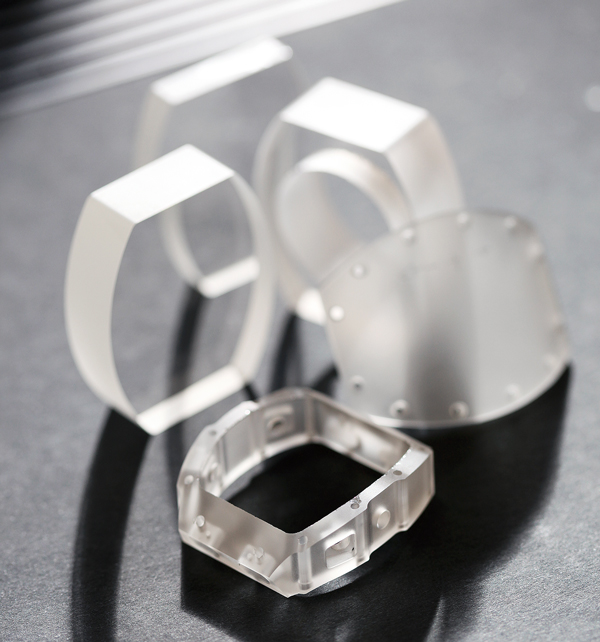
いっそう難しいのは穴開けだと言う。ダイヤモンドドリルを使って、熱を抑えながら穴を開けていく。ドリルの回転数は1万回転/分。ドリルが熱を持ったら止めて、冷えたらまた加工を再開する。ケース加工に携わるフプシー・ワルター氏が説明してくれた。「とにかくゆっくり加工すること。そうでないと、サファイアはすぐ割れてしまう。最初に手掛けたケースの歩留まりは0%だったよ(笑)。切削するダイヤモンドツールも、全然寿命が持たない。すぐ潰れて交換さ。仕上げも難しいね。磨きに使うのは遊離微粉ダイヤモンド。これを使って、最初は10ミクロン単位で磨く。最後は2〜3ミクロンの薄さで表面をならして、その後、化学処理を行う」。
面白いのは穴開けに関するノウハウだ。最初に小さな穴を開け、少しずつ下方を広げていくと最も割れにくいのだという。しかし、素材の軸はそれぞれ違うため、毎回が試行錯誤である。「加工しやすいようにケースの形状を変えなかったのですか?」。ステットラー氏に問うと、「それはあり得ません。依頼したデザインそのままにサファイアケースにすること。それがリシャール・ミルの条件だったのだから」と返ってきた。
途方もない手間を投じて製造されるRM056のサファイアケース。不可能を可能にしたのは、高価なCNCマシンというよりも、〝サファイア加工屋〟のノウハウと誇りであった。「信じられないほど手間がかかるんだよ」。うれしそうに説明してくれた職人たちの笑顔が、筆者には忘れられない。











