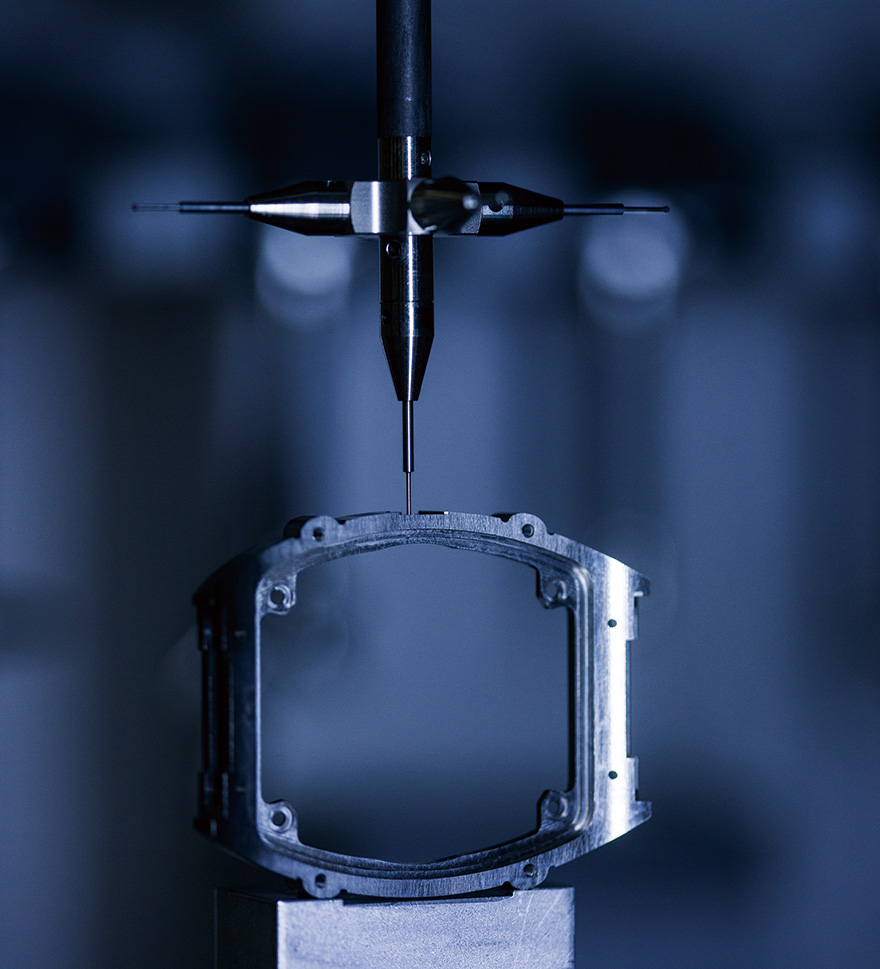
寸法をチェック中のケース。これは最終検査ではなく中間検査。精度の高い接点センサーを用い、公差を確認する。なお最終検査のチェックポイントは250カ所。これは、一般的なグランソヌリのチェック工程よりも多い。
外装とムーブメントに求められる精度は大きく異なる。大きく言うと、外装は100分の数ミリ、ムーブメントは1000分の数ミリだ(いずれも最小値)。つまり桁がひとつ違う。複雑時計のムーブメントに求められる加工精度はいっそう高く、10000分の5ミリ、つまり5ミクロンを切る場合も少なくない。ケースよりもムーブメントは精密というのが時計業界の常識だったが、例外はある。リシャール・ミルがケースに求める加工精度は、複雑時計のムーブメントに同等、つまりミクロン単位なのである。
リシャール・ミルの工場であるオロメトリーから車で5分。牧場に面した工業団地の一角に、リシャール・ミルのケース工場「プロアート」が存在する。もともとは独立企業だったがリシャール・ミルが買収。とはいえ、今なお経営は、創業家出身のアラン・バラン氏が行っている。
「以前、リシャール・ミルのケースは外注だった。後にプロアートが作るようになったが、型抜きをするスタンピング(冷間鍛造)のプロセスだけは外注だった。しかしそれではリシャール・ミルが求める精度は出ない。自分でやるべきと考え、2015年から、切削のみでケースを作るようになった」(バラン氏)
切削でケースを作るのは、今やスイスの定石だ。スタンピングにも大きなメリットはあるが、少量生産メーカーには向かないし、またスタンピングを主にしてケースを作ると、ケースのエッジも出しにくい。プロアートが全面切削に切り替えた(ただしゴールドケースは硬さを出すためスタンピングを併用している)のも理解はできる。








