仕上げが完了したパーツから組み上げる極めて特殊な2度組み工程
Movement Assembly & Casing
モリッツ・グロスマンで行われる組み立て調整は、A.ランゲ&ゾーネなどでも行われている2度組みが基本。ただしその内容は、根本的に異なっている。ランゲの2度組みは、まず仕上げ前のパーツを組んで、メカニカルチェックを厳密に行ってから最終仕上げを施し、再び組み上げるもの。対してモリッツ・グロスマンの場合は、1次組み立ての段階から、仕上げが完了したパーツを使う。同社の1次組み立ては、審美的に完成した部品を実際に組み込む際の、最終的なアタリ調整を目的としている。例えばアンクルとバンキングピン(偏心ドテピン)のアタリ面を馴染ませたり、ヒゲゼンマイ無しの状態でテンワのみを組み込み、脱進機の動作状態を確認する。なお1次組み立て時はすべて無注油だが、それでも正確に動作するように、摺り合わせを厳密に行って、摩擦を低減させる目的もある。これが可能となるのは、作業にあたる時計師の全員が、仕上げ部門での仕事を経験しているためだ。また、同社のムーブメント自体が、手仕上げを前提に、かつ修理しやすいことを念頭に置いて設計されていることも大きい。例えば2/3プレートの固定に古式ゆかしい“ポスト”を用いるのも、厳密に縦アガキが調整されることを前提として、時計師がアガキを見やすいように設けられたものだ。ヒゲゼンマイの外端曲線はグスタフ・ゲルシュテンベルガーの計算式に則り、また偏心ドテピンの配置をアンクルの尻に寄せる点はヒューゴ・ミュラーの理論に基づく。こうした基礎設計にもグラスヒュッテ独自の調整理論が盛り込まれているのだ。
全パーツの摺り合わせが完了したら、いよいよ2次組み立て。いわゆる本組みに移る。ヒゲゼンマイを組み込み、注油とテンプの調速を加えながら、最終調整してゆくのだ。この際に、ひとつだけ交換される部品がある。それが丸穴車を固定しているネジだ。1次組み立ての段階では、ここに焼きすぎてブルースティールになってしまった不良品のネジを敢えて組み込んであるためだ。これは1次/2次の組み立て段階を明確に区別するための社内ルールらしい。
5ポジションでの歩度調整が完了したら、次はケーシングに向けての作業。ダイアルを載せて、針を組み込んでゆく。針付け自体には、通常と変わらないポンス台を用いるが、この際のムーブメント台がちょっと特殊だ。ちょうど2番車と4番車の裏側にあたる部分にネジが切られていて、先端を尖らせたピンをネジ込むことで、2番と4番の穴石を押し返すことができる。針付けの際に加わったストレスを、裏側から押し返すことで抜いてやるのだ。もっとも、穴石自体が地板に圧入されている「ピュアシリーズ」では、この作業はおそらく厳密に行われることはないだろう。もちろん、他メーカーが好んで使うような“飾りシャトン”の場合でも、まったく意味を成さない作業である。これが効力を発揮するのは、モリッツ・グロスマンの穴石が“真正のシャトン留め”であるからなのだ。

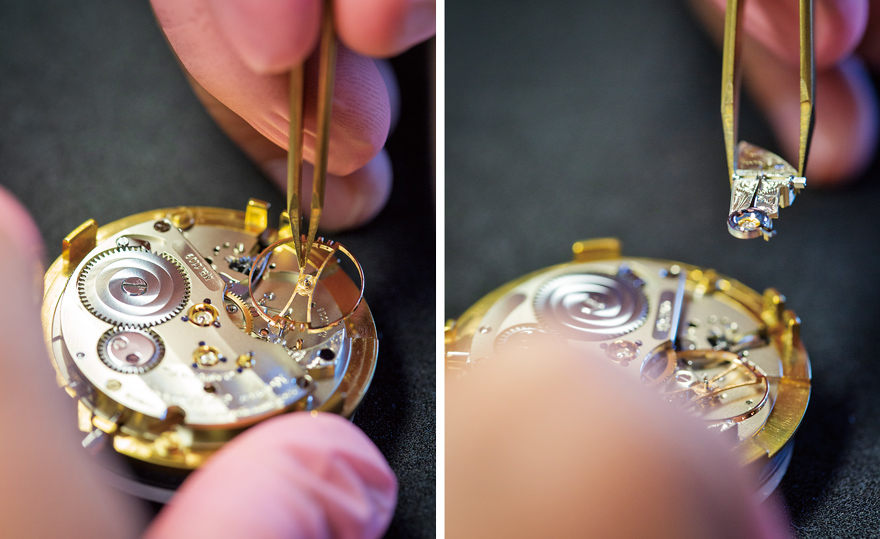
(右)さらにテンプ受けだけを“被せる”。ヒゲゼンマイ無しでの動作確認と、各部の摺り合わせを厳密に行うことで、摩擦を減らすことが主目的だ。

(右)ここからは2次組み立て。ヒゲゼンマイを組んだ後に、改めて片重りの最終調整と歩度調整を行う。仕上げ部門での片重り調整が中間スペックで行われているのは、この段階で時計師が調整できる幅を多く取るためだ。

(右)輪列の組み付け作業。丸穴車を留めるネジが、製品と同じポリッシュ仕上げに替えられているため、2次組み立ての段階だと分かる。もちろんこの段階では、注油しながら組んでゆく。
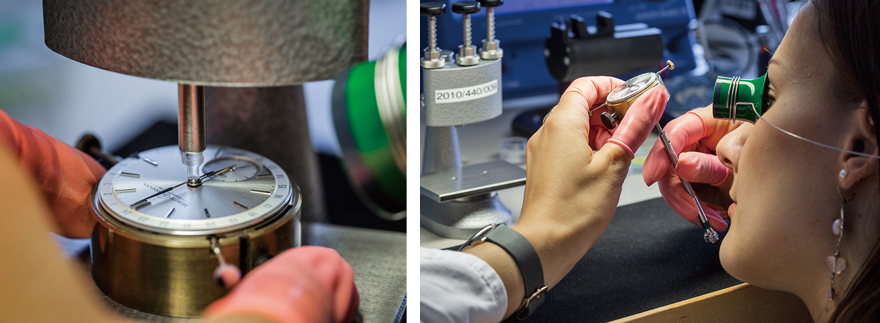
(右)針付け用のムーブメント台は、2番車と4番車の位置にネジが切ってあり、先端を尖らせたピンをネジ込むことで、シャトン留めされた穴石を裏側から押し返すことができる。

(右)開発部門の隣にある小部屋が、プロトタイピストたちの工作室。ここには設計者たちもよく訪れる。













